元件說明
雷射切割
雷射切割的原理是:以較高的輸出功率,加上光學鏡片聚焦,形成極細的雷射光束,在物品表面進行加熱與燒熔,達到精細加工的目的。雷射切割機前端的光點就像刀具,可進行精準地裁切、鏤空,或在物體表面押上精緻的圖文線條等等,同時透過電腦程式設定,可移動雷射光束來完成物體的切割與裝飾。
車殼部分我們大致了解了雷射切割的原理,但因得知手工黏容易有殘膠溢出,以及我們所需要的尺寸之壓克力板價格與外面廠商製作價格差異400~500元,因此我們這部分是自己使用AutoCad繪製好外觀,量測好輪子鎖點以及每層的距離與預留空間,外包由廠商製作。
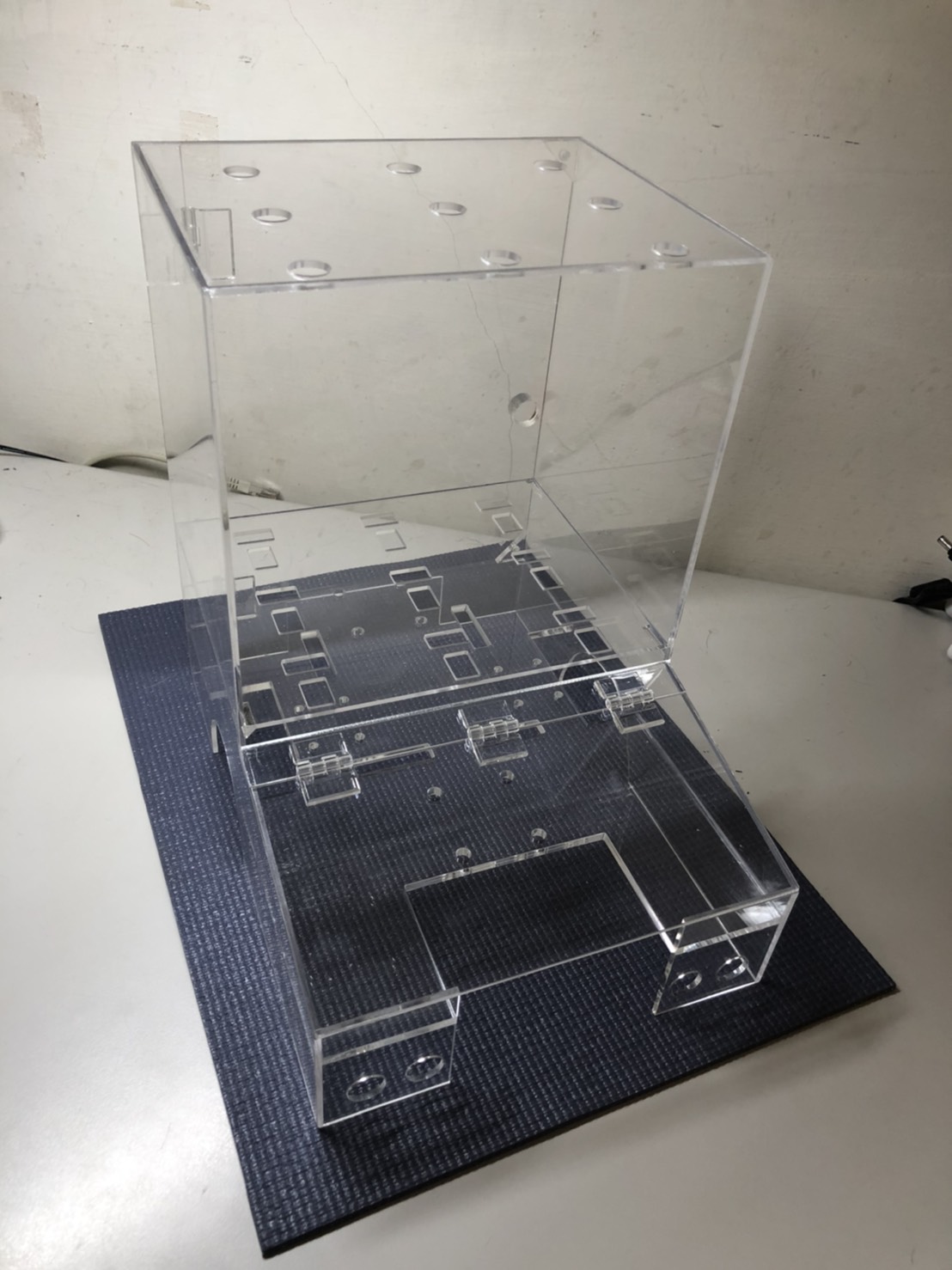
使用雷射切割之成品:壓克力車殼與層板

內部所有元件
|
名稱 |
用途及介紹 |
|
超音波感測器 
|
測量前方障礙物,達到避障效果。通過I/O輸出一高電位,高電位持續的時間就是超聲波從發射到返回的時間。 (高電位時間 x 聲速(340M / S))/ 2 |
|
步進馬達 28BYJ-48 
|
控制轉藥盤,同一線圈繞在同一磁極上、兩組線圈所繞的方向相反,只需對其中一組線圈激磁,便可以改變定子磁場的極性,因此不可將A相與-A相線圈同時激磁。 馬達正轉時,改變線圈磁性,即可讓步進馬達正轉 |
|
GM37-520減速馬達 
|
利用L9110直流馬達驅動版,控制馬達的正反轉,達到前進、後退、左轉、右轉。 |
|
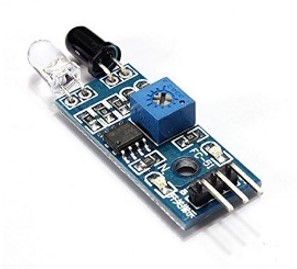
紅外線感測器 
|
紅外發射二極體不斷發射紅外線,當發射出的紅外線沒有被反射回來或被反射回來但強度不夠大時,光敏三極管一直處於關斷狀態,此時模組的輸出端為低電平,指示二極體一直處於熄滅狀態;被檢測物體出現在檢測範圍內時,紅外線被反射回來且強度足夠大,光敏三極管飽和,此時模組的輸出端為高電平,指示二極體被點亮。 |
|
伺服馬達180 
|
控制卸藥盤,透過訊號線傳送PWM脈波來控制軸柄的停止位置旋轉角度。 |
|
Arduino Mega2560 R3 + ESP8266 WiFi 開發板 
|
用於控制元件。 |
3D列印
MQTT是用於物聯網(IoT)的OASIS標準消息傳遞協議。它被設計為一種極其輕量級的發布/訂閱消息傳送,非常適合以較小的代碼佔用量和最小的網絡帶寬連接遠程設備。如今,MQTT被廣泛用於汽車,製造業,電信,石油和天然氣等行業。
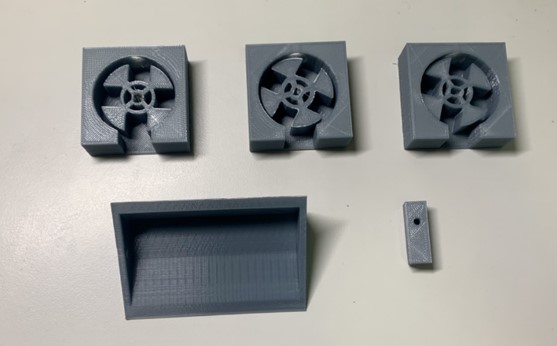
3D列印技術中最普遍之應用為「熔融沉積造型(Fused deposition modeling,FDM)」FDM為加熱頭把熱熔性材料(塑料、樹脂、尼龍、蠟等)加熱到臨界狀態,使其呈現半流體狀態,然後加熱頭會按照規定的軌跡運動,將半流動狀態的材料擠壓出來,被擠壓出來的材料瞬時凝固,形成有輪廓形狀的薄層。當一層薄層完成後,隨即進入下一層的擠出直到實體完成。
桌上型3D列印機主要以ABS和PLA為擠出材料。ABS強度較高,但是有毒性,使用時容易產生異味,必須擁有良好的通風環境。此外ABS熱收縮性較大,影響成品精度;PLA則是一種生物可分解塑料,無毒性、環保,製作時幾乎無味,成品形變也較小,所以目前主流桌上型3D列印機均以PLA為主要材料。
送藥車內部零件主要藉由AutoCAD製圖並在AutoCAD裡改變系統變數「FACETRES」調整圓弧面的精細度(FACETRES的值愈大愈精細)。接著轉檔成石板印刷檔 (*.stl)再匯入CURA切片軟體,主要調整層高(Layer Height)為0.15mm與填充密度(Fill Density)25%,最後儲存為G.code檔案置入3D列印機,使用尺寸1.75mm的PLA線材印出成品。
RobotDyn MEGA+WiFi R3
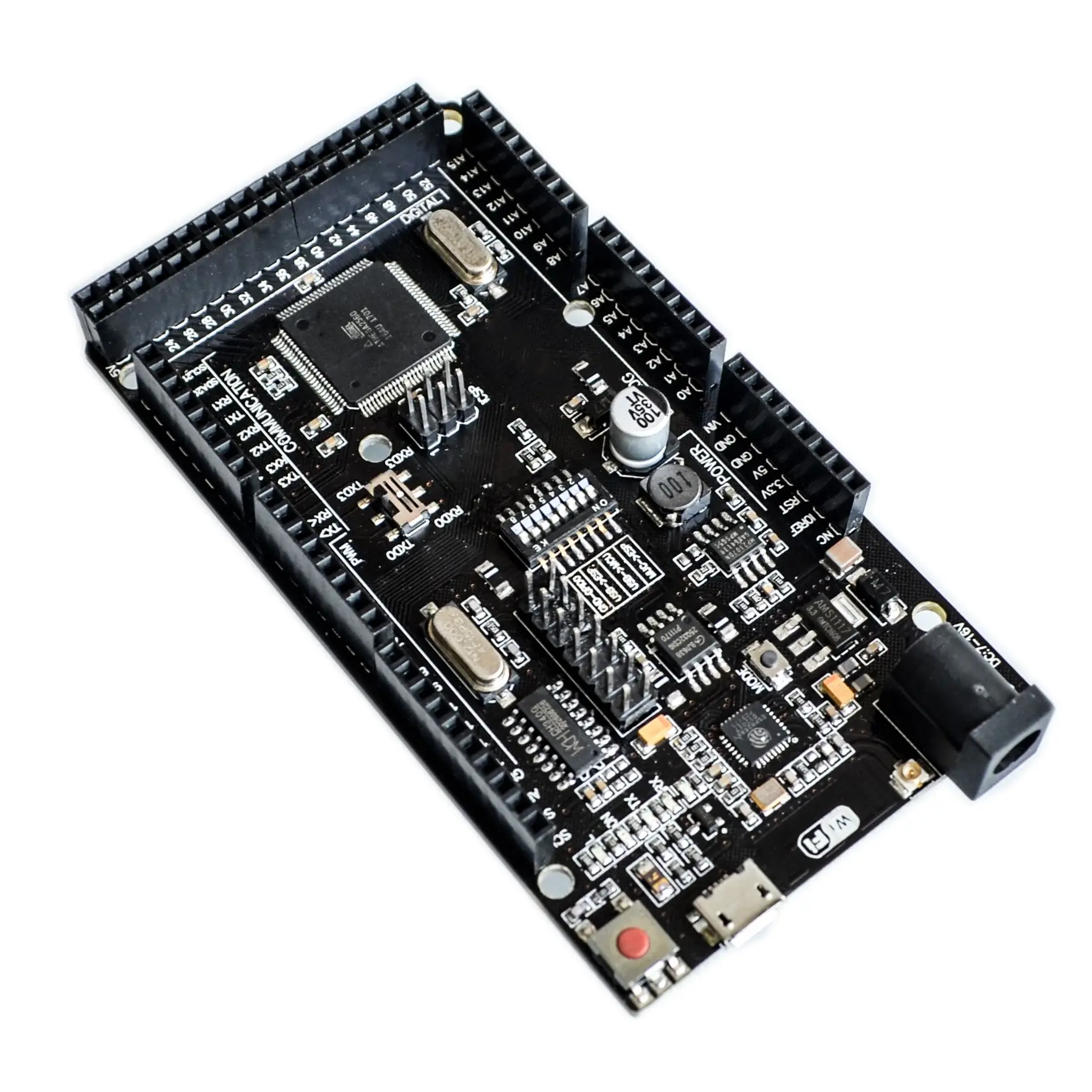
開發板選用的是RobotDyn MEGA+WiFi R3是由ATMega2650與ESP8266wifi模組所組成的組合開發板,兩者之間透過TX3序列阜做溝通。
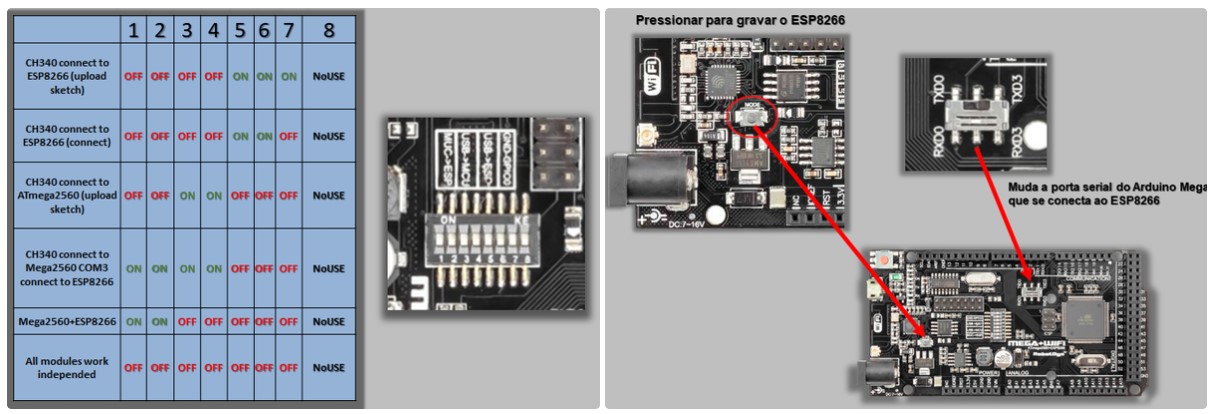
RobotDyn MEGA+WiFi R3的優勢在於相較原版Arduino Mega2650+ESP8266模組少了很多複雜的線路。缺點在於它並非正規的Arduino開發板,在網路比較難找到我們需要的資料,且在使用前需要在ESP8266上下載及安裝各種固件。對於剛學習開發板控制的人,會麻煩許多。